Asme Section Ix Thickness Range

Wps Follow Asme Ix Range Of Thickness Of Base Metal Qualified General Technical Knowledge

Asme Section Ix Thickness Range Qualification Google Groups
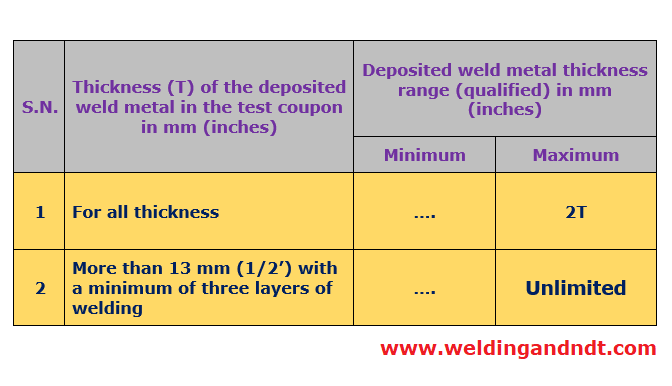
Thickness Range For Welder Qualification And Procedure Qualification Asme Section Ix Welding Ndt
Materials Welding Re Mw 29758 As Per Section Ix Thickness Range Qualification
Asme Section Welder Qualification
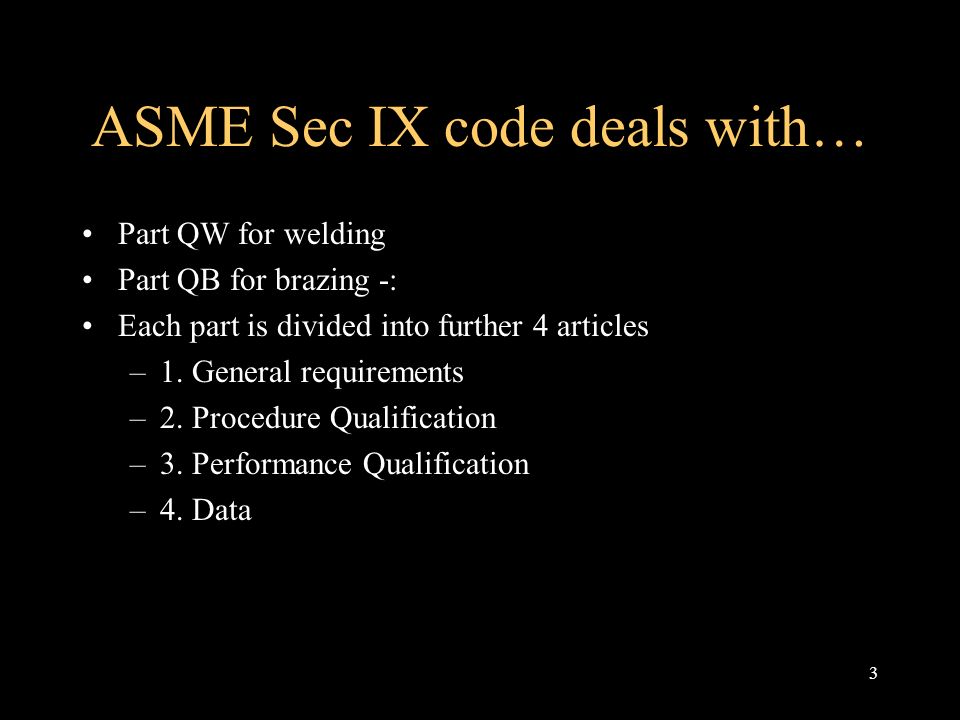
Asme Bpvc Section Ix Welding Training Part 13

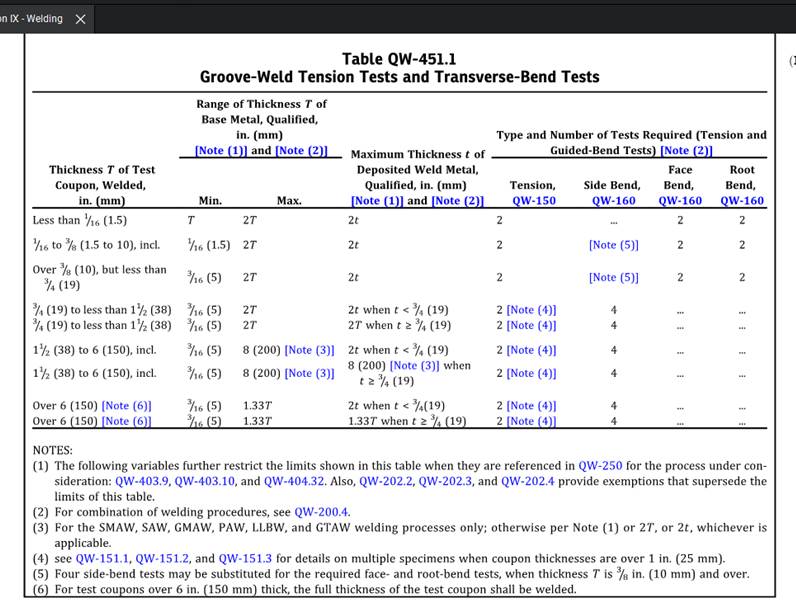
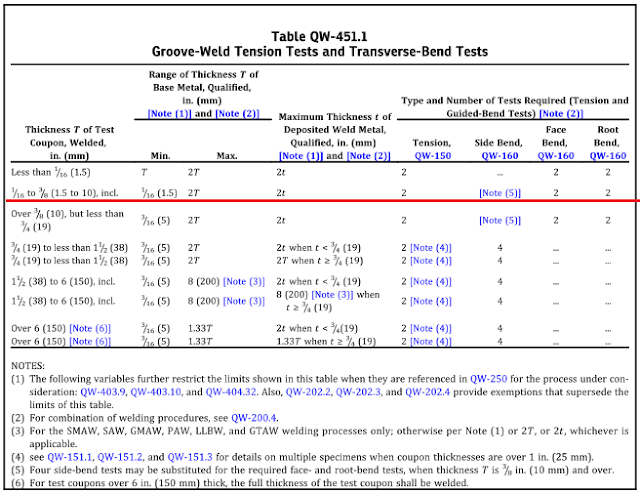
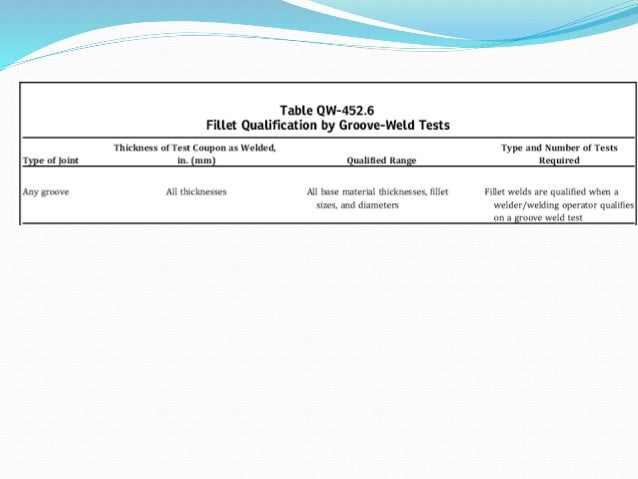
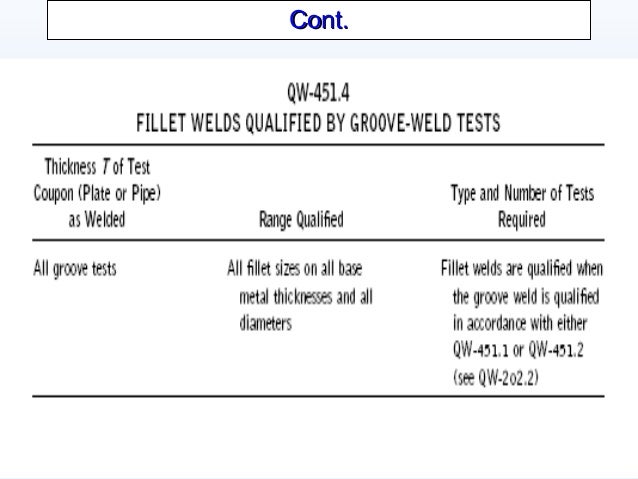
And it will link to table qw 451 1.
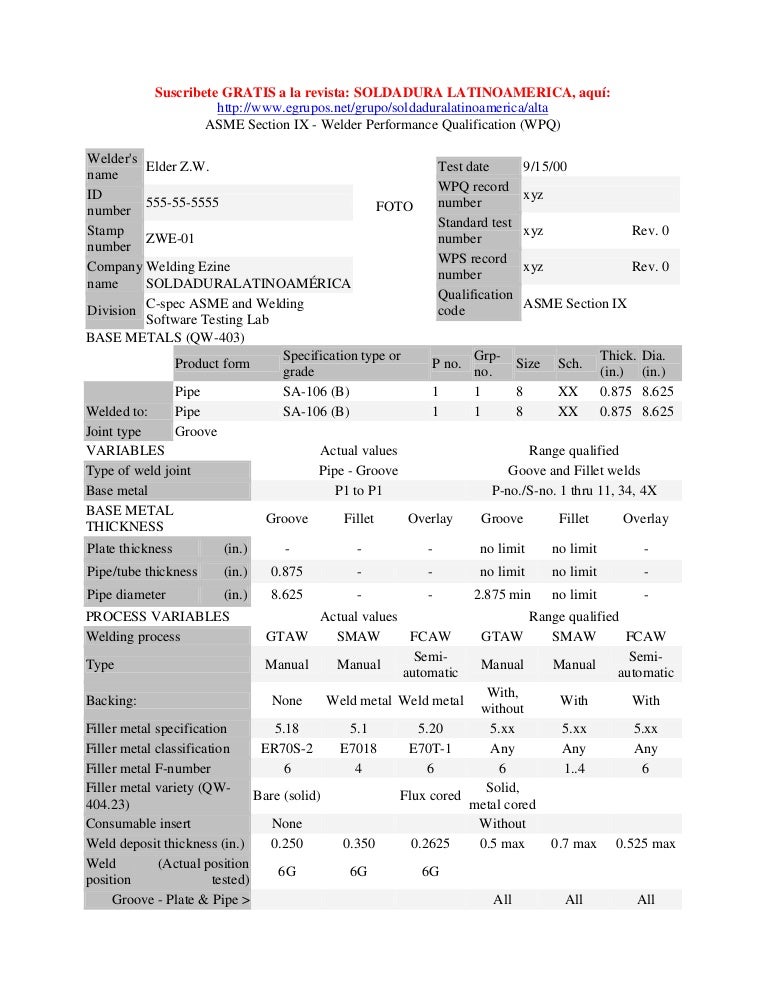
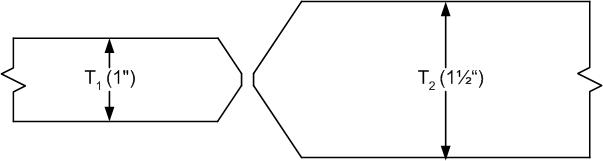
Asme section ix thickness range.

Section Ix Overview Youtube
Pqr Asme Ix Completed
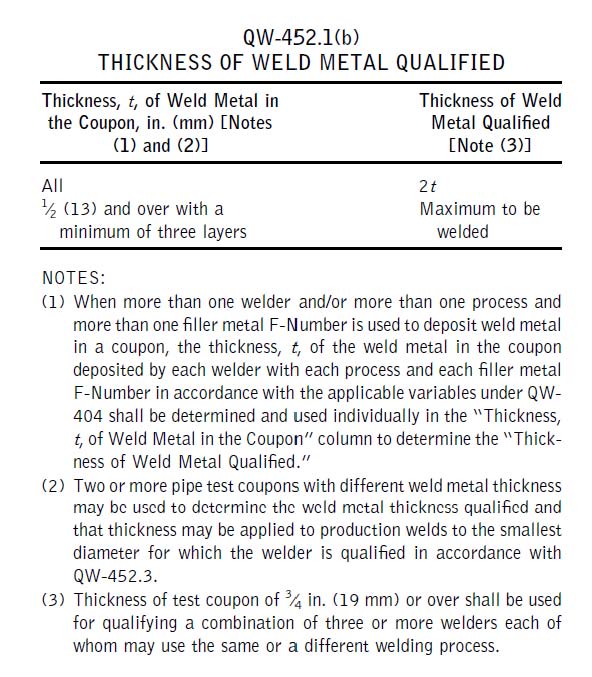
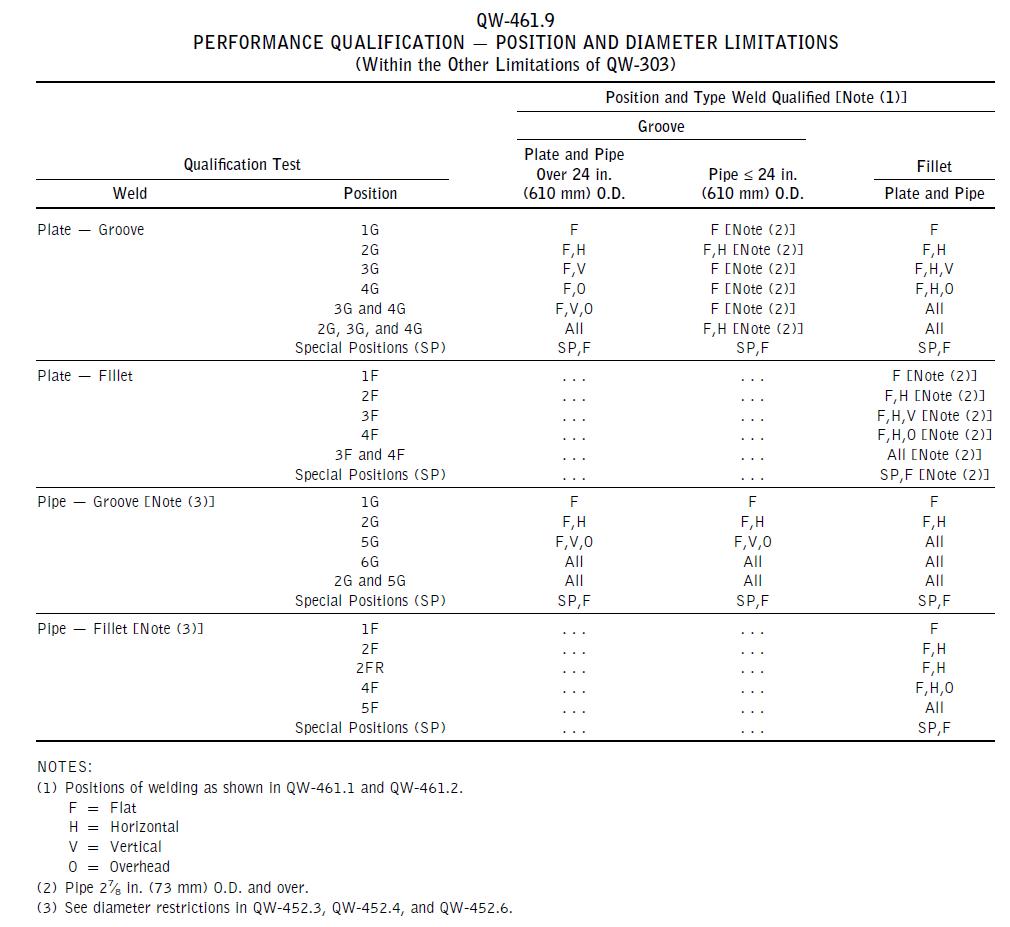
Plate To Big Diameter Range Welder Qualified

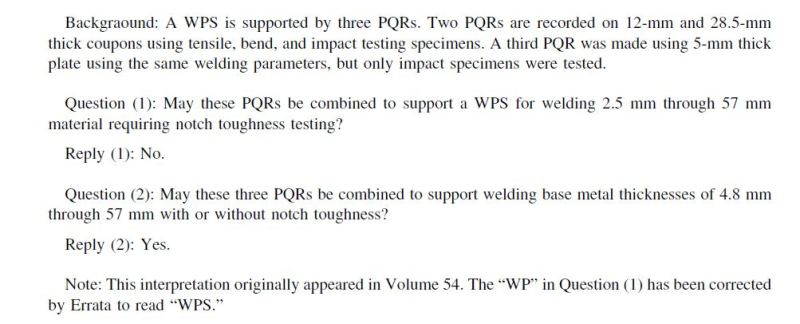
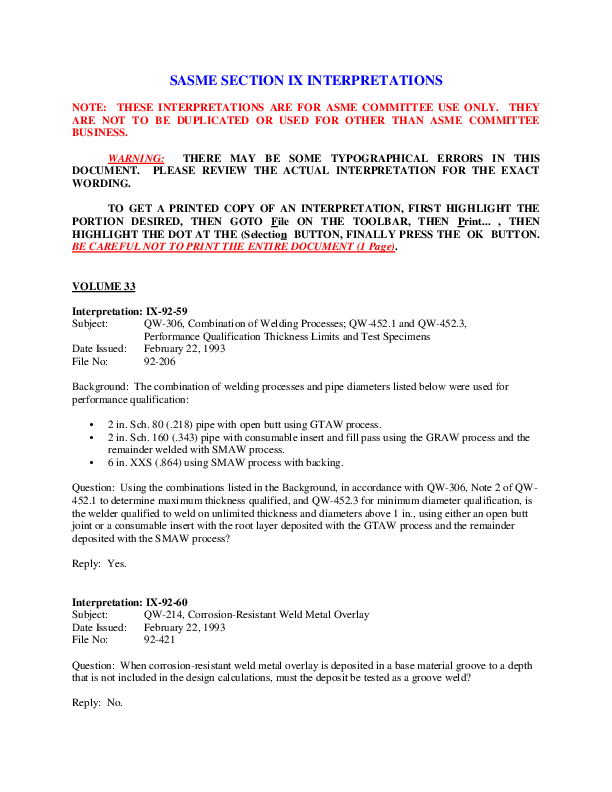
Asme Ix Interpretations Welding Business

Pressure Equipment Training Asme Section Ix By Hartford Steam Boiler Usa At Blastline Institute Cochin For More Details Visit Http Www Blastl Steam Boiler
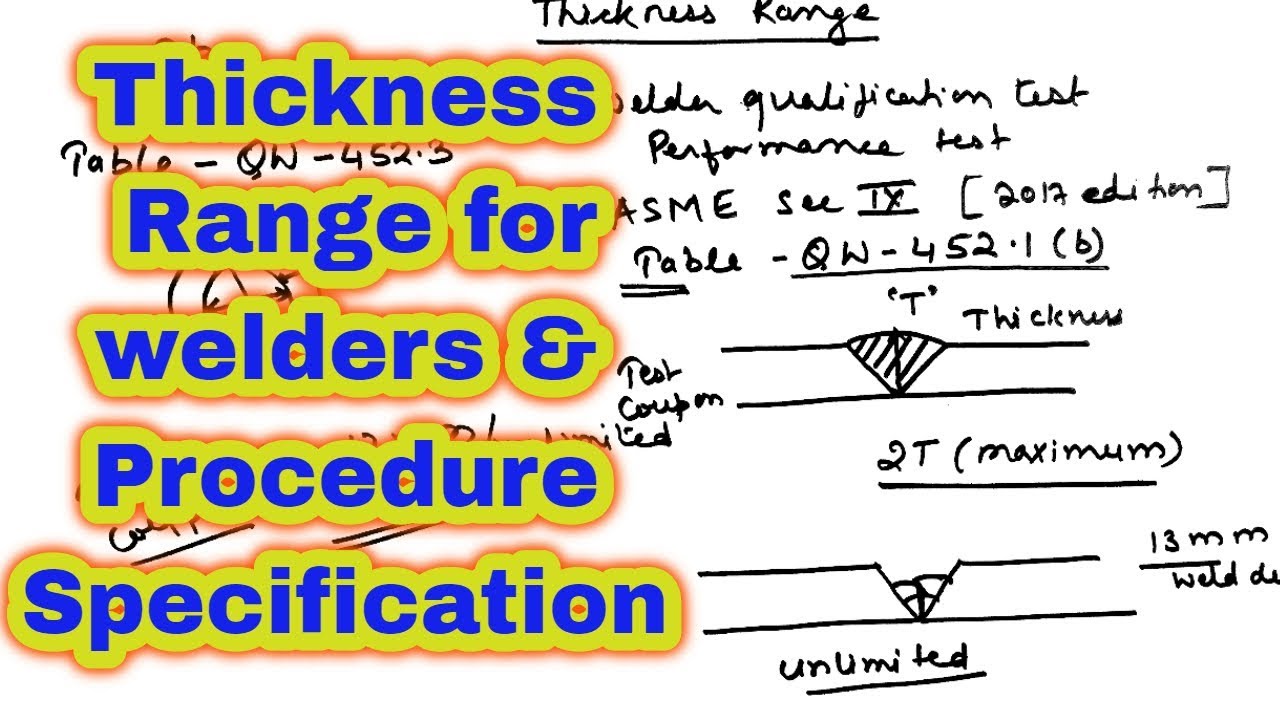
English Thickness Limit For Welders And Procedure Qualification Youtube
The Interpretation Of Asme Commission About Qw403 6 Of Ix Volume Asme Mechanical Code Issues Eng Tips

Asme Ix 2015 Welding Pipe Fluid Conveyance
Dissimilar Thickness Test Coupon Pqr As Per Asme Sec Ix Asme Mechanical Code Issues Eng Tips

Asme Section Ix Welding Pipe Fluid Conveyance

Asme Section Ix Interpretations
Asme Sec Ix W
Doc 211823898 Asme Section Ix Interpretations Julio Castilhos Academia Edu
Asmesectionix

Asme Ix Interpretation Part1 Welding Pipe Fluid Conveyance
Partial Penetration Overlay Base Metal Thickness Asme Section Ix Welding Bonding Fastener Engineering Eng Tips

Asme Sec Ix Int 1989 Pdf Document
Asme Section Ix 2000 Addenda
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcs0onmrrvbtgzhhqxdoicomgafpyqnijeg7mmt Ccd E2lhvego Usqp Cau

Asme Ix Interpretations

Article 27 Asme Ix Interpretation Part Group Technical Inspection Gti Sdn Bhd Facebook
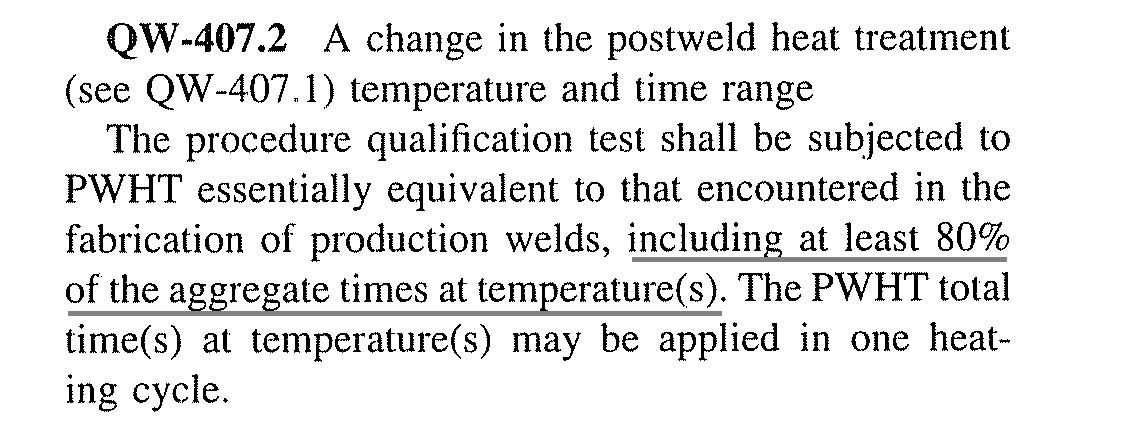
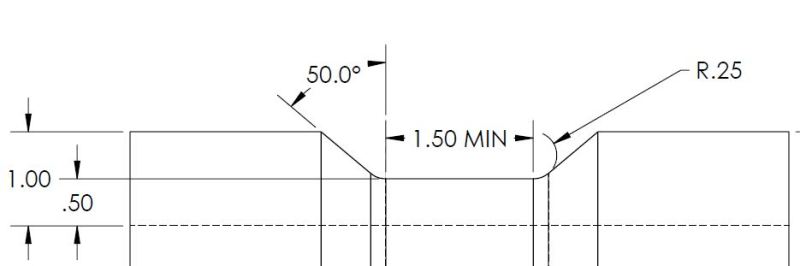
Pwht Range Of Qualification

Highlights On Asme Essential Variables Welding Heat Treating

Pdf Casti Guidebook To Asme Section Ix Third Edition On Cd Rom C Casti Rajiv Chaudhari Academia Edu
Welding Procedures And Welders Qualification Ppt Video Online Download

Asme Log Sheet Welding Metals
Https Cstools Asme Org Csconnect Fileupload Cfm View Yes Id 36313

Study On Welding Procedure Specifications As Per Asme Sec Ix By International Journal For Scientific Research And Development Ijsrd Issuu

Why Following Asme Section Ix Is Not Always Enough Applus Blog

Welder Qualification Test Procedure As Per Asme Asme Sec Ix Youtube

Asme Bpvc 2015 Section Ix Asme 49

211823898 Asme Section Ix Interpretations Welding Pipe Fluid Conveyance

Asme Ix Practice Questions Exams Welding Inspections Community

Pdf Form Qw 482 Suggested Format For Welding Procedure Specifications Wps See Qw 200 1 Section Ix Asme Boiler And Pressure Vessel Code Omar Ahmed Academia Edu
Asme Section Ix Training Course Video Training
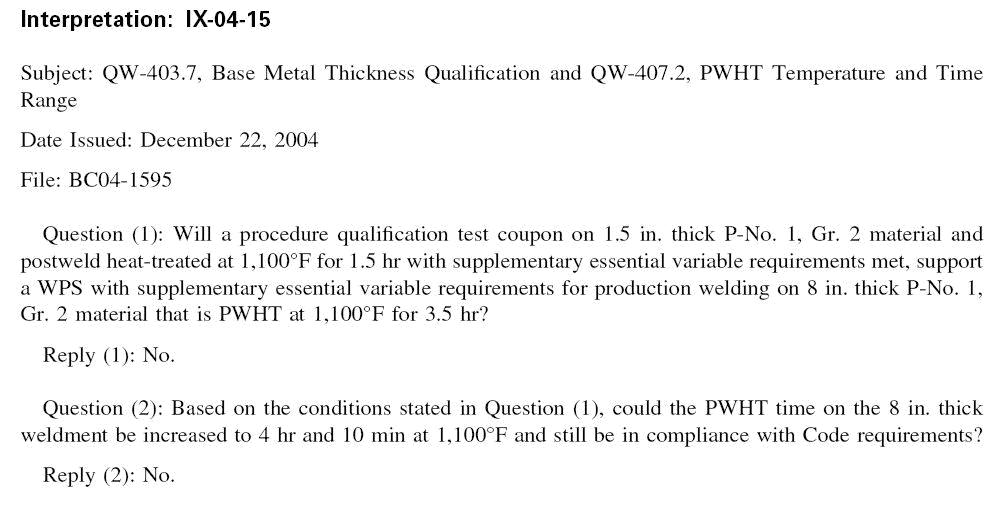
Pwht

Thickness Range For Welder Qualification And Procedure Qualification Welding Industrial Processes

What Is New With Asme Bpvc Section Ix 2017
211823898 Asme Section Ix Interpretations Pdf Document
Summary Of Asme Bpvc Section Ix Part 1 Welding Ndt

Asme Ix 2019 Pqr Format

Welding Procedure Qualification And Welder Qualification Welding Technology Inspection Lecture Handout Docsity

Welder Qualification Requirement As Per Asme Sec Ix Youtube
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsbhfecybggm3cxpixm3 Pdi Fdolmiznzahwtmyqgbaqvqjjo4 Usqp Cau
Source : pinterest.com
